文章出处:洁普智能环保 发表时间:2024-01-17
水泥工业是煤炭资源消耗大户,是我国节能减排的重点行业之一,水泥窑利用生物质燃料可以减少煤的用量及NOx排放。中国作为农业大国,秸秆等资源丰富,其能源密度为14.0~17.6MJ/kg,是一种较好的生物质能源,将生物质秸秆替代水泥窑传统煤燃料,具有燃烧后污染少、灰质掺入水泥生产、减少排放等优势,是推进水泥行业“低碳、环保、减排”,促进秸秆高效综合利用的有效途径。但由于秸秆存在热值低导致替代率低、水泥窑燃烧稳定性差、不易储存、喂料输送等问题,在水泥厂中应用还不成熟。本文以HLZY水泥工厂为例,介绍秸秆作为替代燃料的工艺流程,布置特点及应用情况。
1.1 对水泥窑系统影响分析
秸秆作为替代燃料在水泥窑使用后,烧成系统的热耗和工况都会产生一定变化,其主要几个影响因素如下:
因素1:替代燃料中较高的水分含量,相比于煤粉,秸秆中更高的水分含量意味着替代燃料收到基低位热值会降低,且秸秆中水分的蒸发会增加单位熟料的烟气量。
因素2:与煤粉相比,秸秆喂入分解炉的尺寸相对较大,这导致其燃烧速度较煤粉慢很多。在相同的控制参数下,秸秆燃烧产生的CO浓度会更高,导致预热器系统拉风,使出口的热损失增加。
因素3:替代燃料使用时更多的冷风带入。秸秆由于尺寸相对较大,当采用气力输送时,固气比会更低,输送空气量相对更大;如果采用机械输送,在喂入分解炉等位置时,需要在喂料通道设置翻板阀,由于漏风导致热耗增加。
因素4:替代燃料中较高的灰分含量。生物质替代燃料灰分分析数据表1显示,灰分含量中最多的为SiO₂或CaO,可作原料加入。秸秆作为替代燃烧焚烧后的灰分只有5%~10%,理论原料占比0.6%左右,对生料、熟料的化学成分及率值变化有微小的影响。
秸秆燃料中硫含量很低,但碱金属尤其是钾元素含量较高,氯元素含量也超过煤。且其较差的燃烧特性引起局部CO浓度升高,导致硫挥发循环加剧,再叠加上氯的作用,容易出现结皮、结圈等不正常现象,挥发循环扰乱窑的正常运转,导致单位熟料热耗增加。
1.2 秸秆前端预处理
原生的秸秆经打包作业,送入水泥工厂,要求入厂水分不高于20%,秸秆捆包利用叉车搬运堆存在堆棚内,设计储量应满足水泥窑3d的使用量。生产时用叉车或抓斗机将物料推入板链机水平上料段,通过控制推料速度,进入破碎机破碎。
HLZY项目通过对稻草秸秆原料开展破碎测试,最终选择2台生物质单轴细碎机,实现一级破碎粒径到50mm,满足人分解炉要求。秸秆破碎单位电耗约10kWh/t,对比两级双轴剪切破碎机下降40%。
破碎后的物料进入缓冲仓满足对水泥窑稳定给料的要求,为解决生物质秸秆储存易搭桥堵料的问题,缓冲仓必须特殊设计。目前国内生物质电厂多采用(图1a)所示料仓,料仓本体采用方形倒锥结构,不易搭桥,仓底有一排卸料螺旋铰刀,可稳定连续出料,缺点是仓容较小(100m²),电耗较高。HLZY项目引进国外技术,料仓配置可升降的刮板卸料装置,从料堆顶部强制取料(图1b),实现替代燃料储存、卸料一体化功能,每个仓容可设计到1000m²,可满足水泥窑4h的连续生产要求。

图1 秸秆缓冲仓设计方案
1.3 秸秆入分解炉方案
结合秸秆的燃烧特性,秸秆入分解炉采用直燃方案,在分解炉上部靠近C下料点位置新增替代燃料喷点,与窑轴线三次风侧夹角为20°,与原上部两个燃烧器共同组成上部燃烧系统。利用热工计算和CFD数值模拟等技术手段对生物质替代燃料处置进行研究和分析,既保证燃料的充分燃烧,又不会出现高温结皮风险,确保烧成系统的稳定运行,见图2。
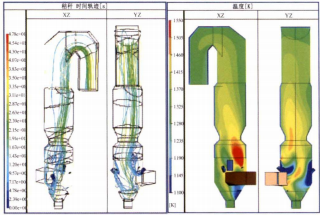
图2 CFD数值模拟结果
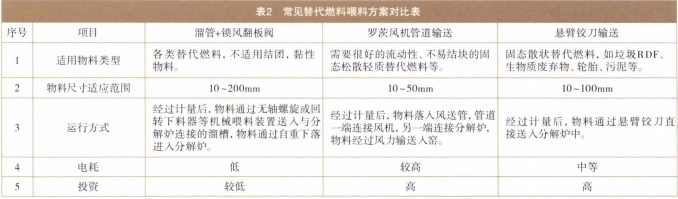
秸秆入窑前计量采用转子秤和强制回转下料系统,避免物料搭桥堵塞,保证下料系统的稳定性。转子秤出料口配置三通分料阀实现1台转子秤对应2点喂料,减少了设备投资。秸秆入窑采用气力输送,并采用罗茨风机供风,配置风量按3.5kg/m空气设计。表2为常见替代燃料喂料方案对比表。
1.4 旁路放风系统
通过窑系统有害组分挥发凝聚循环模型的建立和计算,结合秸秆灰成分实际情况,HLZY项目设置了一套窑尾旁路放风系统(窑风量的3%),将循环富集的氯离子等有害物质,排出熟料烧成系统之外,解决替代燃料易挥发物导致分解炉结皮问题,保证水泥生产线的稳定运行。收集的窑灰通过计量稳定掺入窑头冷却机处理。
2.1 项目运行指标
项目于2020年11月份建成投运,经性能检测,生物质秸秆最大喂料量达25.68t/h,生物质燃料热耗替代率41.04%,满足设计目标。
生产在运行过程由于秸秆外水水分和挥发份较高,进入分解炉燃烧氧气需求量增加,炉内阶段性CO浓度>0.1%,为了确保工况稳定运行,系统高温风机转速比投运前上升10~20r/min;C, 出口氧含量由1.5%下降至1.0%,C,筒出口NOx较投运前下降20~30ppm。
2.2 破碎和收尘系统存在的问题
新鲜稻草秸秆水分大,韧性高,成捆后不易破碎,需要剪切力很大,HLZY项目采用的单轴高速细破碎机,秸秆原料水分进厂未控制,出现大捆包卡停机的现象,目前采用装载机拆包作业后投入破碎系统,影响了整个破碎系统产量和生产效率。后续项目需要做好原料调研,进厂为大捆包时有必要采用双段破碎,一段采用大剪切力的双轴剪切破将成捆秸秆打散。
秸秆破碎时产生大量的秸秆粉尘,区别于水泥工厂原料粉尘,该粉尘为轻质粉尘,具有难收集,不易清灰的特性,常规收尘器采用覆膜滤袋时,秸秆纤维粉尘易黏刺在滤袋,不易清下,同时该部分粉尘混合部分粗秸秆和土灰在收尘器灰斗易搭桥架空,无法从锁风阀卸出。因此收尘器选型尽量采用低过滤风速,离线式,滤袋采用抗静电、加厚的硅油防粘结、易清灰的品种,收尘器灰斗下料口不能设计过小,必要时增加拨杆装置防架空。
通过合理的破碎、储存及输送等预处理方案和入水泥窑分解炉技术,生物质秸秆是可以作为优良替代燃料在水泥窑上使用,且灰分可作为替代原料进行利用,不会形成二次残渣,实现了资源和能源的复合利用。一条5000t/d干法水泥生产线,一年可使用大约15万t的秸秆作为替代燃料,平均每2.5t秸秆替代1t标准煤,年节约6万t标准煤,可减排CO219.7万t/年,使用生物质燃料是水泥行业实现碳达峰目标的一种有效途径。
版权保护: 本文由 洁普智能环保 原创,转载请保留链接: https://www.sisuishebei.com/jishu/2142.html
相关文章
在线留言
 郑州洁普智能环保技术有限公司
郑州洁普智能环保技术有限公司


